


With the K 200 plasma cutting system, the user focus on the essentials of plasma cutting: optimal and reliable cutting quality with easy operation at lowest costs
The plasma power source cuts with oxygen, air and nitrogen in the material thickness range from 1 up to 60 mm with a maximum cutting current of 200 A. In addition, the K 200 has a marking function. It has an integrated automatic gas control and a torch with direct connection. A hand torch extends the application range to manual cutting and gouging. Overall, the user benefits from low investment costs and easy installation, operation and maintenance of the system.
The K 200 can be fully integrated into CNC guiding systems or controlled and monitored via smartphone. The accompanying app also allows the user to see all parameters and settings at a glance and to customise cutting data.
| TECHNICAL DATA | |||||||
|---|---|---|---|---|---|---|---|
| Power source | K 200 | ||||||
| Cutting current | 60 – 200 A | ||||||
| Marking current | 35 A | ||||||
| Cutting range | 1 – 60 mm | ||||||
| Plasma gases | O2, Air, N2 | ||||||
| Swirl gases | Air, N2 | ||||||
| Plasma machine torch | K-Torch | ||||||
Contour Cut (CC) is a technology for cutting small contours, narrow webs and particularly small holes in structural steel.
Users benefit from very good cutting quality. The cut components have smooth cut surfaces and remain sharp-edged on the top and bottom. This reduces time-consuming post-processing. Productivity increases while costs decrease.
While other manufacturers require additional equipment, Contour Cut is now standard on all of our Q , HiFocus and Smart Focus plasma cutting systems. In particular, holes with a diameter to material thickness ratio of 1:1 are cut to the highest quality using Contour Cut technology. Thanks to Q -Hole technology, the Q series power sources cut precise holes even at a ratio of 0.75:1.
For users who have older systems, a retrofit is possible upon request in order to be able to use CC technology.
Cut contours up to 50% faster. Contour Cut Speed (CCS) is the extension of the patented Contour Cut technology for cutting small contours and holes in structural steel. With Contour Cut Speed, contours of similar quality can be cut up to 50% faster. CCS uses the same wear parts and enriches the previous contour cut technology with significant economic aspects. These are the reduction of cutting meter costs through higher cutting speeds in the quality range, very low heat-affected zone, high quality in terms of contour accuracy, squareness and surface quality.

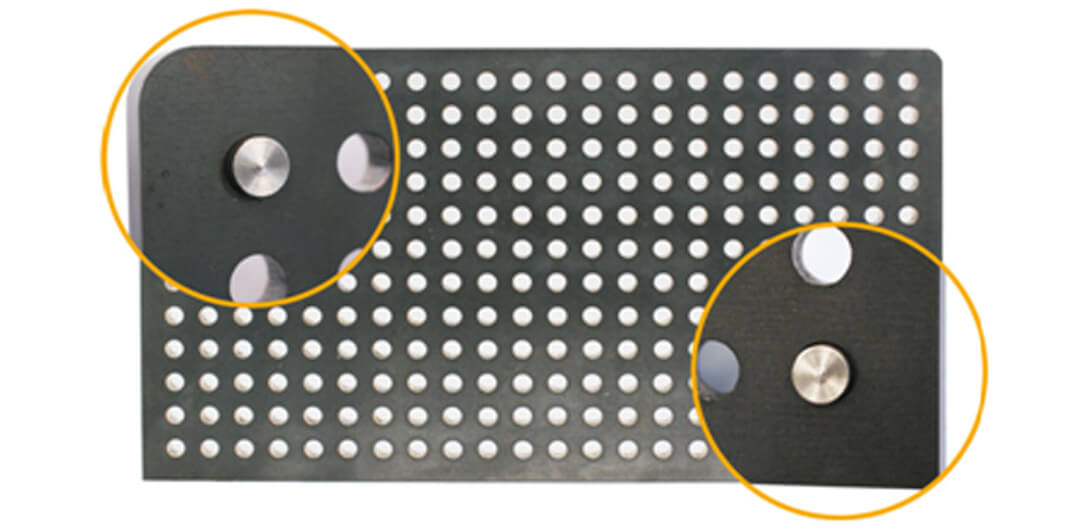
Plasma cutting with reduced sound pressure levels
Due to high energy densities and flow velocities, high-quality plasma cutting produces noise levels that can be over 100 dB(A), depending on the cutting task. With Silent Cut technology, Kjellberg Finsterwalde offers a solution to reduce this noise pollution, which is particularly unpleasant in the upper frequency range. This provides the user with a solution to one of the most common dangers in the work environment.
Silent Cut reduces the sound pressure level by up to 15 dB(A) when cutting structural steel with a material thickness of 4 to 30 mm or in the current range from 60 to a maximum of 170 A. The human ear perceives a reduction in noise pollution by 10 dB as a halving of the volume . Silent Cut thus makes an important contribution to occupational safety and at the same time achieves a comparable high quality in plasma cutting of structural steel as the Contour Cut technology.
Silent Cut is available for the Q , HiFocus neo and Smart Focus system series . To benefit from Silent Cut technology, you simply need to change the nozzles in the plasma torch and use the appropriate cutting parameters.
HiFinox, Ar/H 2 Mix & N 2
Plasma cutting of stainless steel and aluminum from 1 to 160 mm
HiFinox technology is used for plasma cutting of stainless steel and aluminum in the range from 1 to 6 mm. Users benefit from shiny metallic cutting surfaces, narrow kerfs and significantly less dross.
Kjellberg offers the HiFinox cathodes for the plasma power sources Q , Smart Focus and HiFocus . Thanks to the optimized structure and the improved manufacturing process, the service life of the cathodes at a current of 60 A is 5 to 10 times longer than before.
Both the HiFinox cathodes and the technology are patent pending.

For plasma cutting stainless steel and aluminum in the range from 6 to 160 mm, the plasma power sources Q , Smart Focus and HiFocus use Ar/H 2 mix technology. Plasma gases are mixed job-specifically in order to achieve the best cutting results and high cutting speeds.
Internal and external contours are cut with very good contour accuracy, angularity and surface quality. This eliminates the need for time-consuming post-processing.
The Q-series plasma power sources can also cut stainless steel and aluminum with a material thickness of up to 60 mm using nitrogen. The user benefits from good cutting results with small angular deviations and high cutting speeds in the lower material thickness range. The use of nitrogen as a plasma gas also increases flexibility and saves costs.
This means that for the first time the user has an alternative to the Ar/H 2 mix technology.

| TECHNICAL DATA SPECIFICATIONS | |||||||
|---|---|---|---|---|---|---|---|
| Model | SF200 | SF200 | SF400 | ||||
| Mains voltage1 | 3x 400 V, 50 Hz | 3x 400 V, 50 Hz | 3x 400 V, 50 Hz | ||||
| Fuse, slow | 80A | 125A | 180A | ||||
| Connected load | Max. 51kVA | Max. 79kVA | Max. 116kVA | ||||
| Cutting current | 35 – 200A | 35 – 300A | 35 – 400A | ||||
| Marking current | 10 – 50A | 10 – 50A | 10 – 50A | ||||
| Duty cycle2 | 100% | 100% | 100% | ||||
| Dimensions (LxWxH) | 1030 x 680 x 1450 mm | 1030 x 680 x 1450 mm | 1030 x 680 x 1450 mm | ||||
| Mass | 388 kg | 488 kg | 563 kg | ||||
| *OTHER VOLTAGE AND FREQUECIES ON REQUEST AMBIENT TEMPERATURE 40 °C | |||||||
| Extract Operating Data | |||||||
|---|---|---|---|---|---|---|---|
| THICKNESS (mm) | Mild Steel | Stainless Steel | Aluminium | ||||
| Ampere | Cutting Speed (mm/minute) | Ampere | Cutting Speed (mm/minute) | Ampere | Cutting Speed (mm/minute) | ||
| 1 | 35 | 2600 | 55 | 5500 | 55 | 4500 | |
| 2 | 35 | 1600 | 55 | 4000 | 55 | 4000 | |
| 5 | 60 | 3100 | 55 | 2000 | 55 | 2700 | |
| 6 | 90 | 3700 | 130 | 1600 | 130 | 3500 | |
| 8 | 130 | 3700 | 130 | 1500 | 130 | 1400 | |
| 10 | 130 | 3000 | 130 | 1400 | 130 | 1300 | |
| 12 | 170 | 3400 | 170 | 1400 | 170 | 1500 | |
| 15 | 170 | 2700 | 170 | 1100 | 170 | 1400 | |
| 20 | 200/300 | 1800/2100 | 200/300 | 850/1200 | 200/300 | 1300/2800 | |
| 30 | 200/300 | 1000/1200 | 200/300 | 600/860 | 200/300 | 600/1800 | |
| 40 | 300/400 | 720/1200 | 300/400 | 570/750 | 300/400 | 1200/1600 | |
| 50 | 300/400 | 400/800 | 300/400 | 480/550 | 300/400 | 880/1200 | |
| 60 | 300/400 | 200/550 | 300/400 | 410/480 | 300/400 | 550/1000 | |
| 70 | 300/400 | 150/300 | 300/400 | 280/380 | 300/400 | 450/800 | |
| 80 | 300/400 | 100/210 | 300/400 | 250/330 | 300/400 | 400/600 | |
| 100 | 400 | 150 | 400 | 180 | 400 | 250 | |
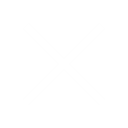
Precise holes – not art, but know-how
Most people know that plasma can be used to cut not only long contours, but also holes in any electrically conductive material. But how good are these cuts?
Due to the structure of the arc, there is a lower limit for hole cutting, ie a minimum hole diameter. A rule of thumb is that with conventional plasma cutting, the smallest possible holes correspond to a diameter of approximately one and a half times the thickness of the sheet metal. With a sheet thickness of 10 mm, the diameter of the smallest holes is 15 mm. However , with the patented Contour Cut technology , significantly smaller hole diameters can be achieved with our power sources from the Smart Focus and HiFocus series.
With the Q series power sources , hole diameters of 6 mm can be achieved with good quality 10 mm mild steel. The angular deviations are minimal, washouts caused by moving in and out of the material are hardly visible. The cut edges on the top and bottom of the material remain sharp. The heat affected zone is very small and the material is not melted or rounded on the surface.
The cutting result depends on the tool, the plasma cutting system and the material to be cut, but also on the optimal interaction between the guide system and distance control. If holes of different sizes were cut into 10 mm thick material, the smallest hole diameter would be 7.5 mm, while the hole tolerance between the top and bottom is just +/- 0.2 mm.

Increasing the piercing capacity by up to 30 mm
The patent pending process “ProPierce” increases the previous maximum piercing capacity by 10 mm in mild steel and up to 30 mm in stainless steel and aluminium.
The new technological process offers cutting of inner contours in thick-metal without changing applications. Customers reduce material costs while using piercing instead of edge start.
The technology “ProPierce” is available exclusively for Q-Series and doesn’t need additional equipment or consumables.

| Technical Data | |||||||
|---|---|---|---|---|---|---|---|
| Model | Q-1500/1500 PLUS | Q-3000/3000 PLUS | Q-4500 | ||||
| Cutting current at 100% d.c. | 20 – 150 A | 20 – 300 A | 20 – 450 A | ||||
| Marking current at 100% d.c. | 5 – 60 A | 5 – 60 A | 5 – 60 A | ||||
| Q-Gas O2 | Q-Gas | Q-Gas O2 | Q-Gas | Q-Gas O2 | Q-Gas | ||
| Cutting ranges Mild steel | Recommended | 0.5 – 40 mm | 0.5 – 40 mm | 0.5 – 60 mm | 0.5 – 60 mm | 0.5 – 70 mm | 0.5 – 70 mm |
| Maximum | 60 mm | 60 mm | 80 mm | 80 mm | 90 mm | 120 mm | |
| Piercing | 30 mm | 30 mm | 50 mm | 50 mm | 50 mm | 50 mm | |
| Cutting ranges Stainless steel | Maximum | 40 mm | 60 mm | 60 mm | 80 mm | 60 mm | 120 mm |
| Piercing | 25 mm | 30 mm | 30 mm | 50 mm | 30 mm | 50 mm | |
| Cutting ranges Aluminium | Maximum | 40 mm | 60 mm | 60 mm | 80 mm | 60 mm | 120 mm |
| Piercing | 25 mm | 40 mm | 40 mm | 50 mm | 40 mm | 60 mm | |
| Dimensions (LxWxH) | 1150 x 695 x 1460 mm | 1150 x 695 x 1460 mm | 1150 x 695 x 1460 mm | ||||
| Mass | 239/280 kg | 297 /317 kg | 354 kg | ||||
| Fuse, slow | 63 A | 125 A | 180 A | ||||
| Max. Connected load | 35 kVA | 72 kVA | 109 kVA | ||||
| Protection class | IP 21S | IP 21S | IP 21S | ||||
| Mains voltages | 380 – 400 V, 50/60 Hz | 380 – 400 V, 50/60 Hz | 380 – 400 V, 50/60 Hz | ||||
| 415 – 440 V, 50/60 Hz | 415 – 440 V, 50/60 Hz | 415 – 440 V, 50/60 Hz | |||||
| 440 – 480 V, 50/60 Hz | 440 – 480 V, 50/60 Hz | 440 – 480 V, 50/60 Hz | |||||
The plasma cutting system HiFocus 600i neo sets new standards for plasma cutting: materials with a thickness from 0.5 to 160 mm can be cut precisely. Furthermore, the system is suited for marking, bevel and underwater cutting. Consisting of two power sources (HiFocus 360i neo, power module HiFocus 600i neo) the system achieves a maximum cutting current of 600 A and can be adapted to guiding systems. With HiFocus neo the user benefits, compared to competitors, from higher speed when cutting and marking electrically conductive materials, ensuring at the same time excellent quality and low process costs.
Thanks to the optimised technology, the consumables are handled gently and the plasma cutting process is more efficient. The plasma cutting system HiFocus 600i neo uses the approved Contour Cut technology for cutting contours, holes and webs fast and precisely in mild steel and can be combined with 2D as well as 3D CNC-controlled guiding systems.
| TECHNICAL DATA SPECIFICATIONS | |||||||
|---|---|---|---|---|---|---|---|
| MODEL | HiFocus 360i neo | Power Modul HiFocus 600i neo | |||||
| Mains voltage* | 3x 400 V, 50 Hz | 3x 400 V, 50 Hz | |||||
| Cutting current (at 100 % duty cycle) | 10 – 360 A | 100 – 300 A | |||||
| Marking current | 5 – 50 A | ||||||
| Cutting range | 0.5 – 160 mm | ||||||
| *OTHER VOLTAGE AND FREQUECIES ON REQUEST AMBIENT TEMPERATURE 40 °C | |||||||
| Extract Operating Data | |||||||
|---|---|---|---|---|---|---|---|
| THICKNESS (mm) | Mild Steel | Stainless Steel | Aluminium | ||||
| Ampere | Cutting Speed (mm/minute) | Ampere | Cutting Speed (mm/minute) | Ampere | Cutting Speed (mm/minute) | ||
| 0.5 | 20 | 8000 | – | – | – | – | |
| 1 | 35 | 3400 | 55 | 5500 | 35 | 6000 | |
| 4 | 60 | 4100 | 60 | 5000 | 60 | 3300 | |
| 10 | 280 | 6000 | 160 | 1600 | 130 | 1300 | |
| 20 | 280 | 2600 | 360 | 1700 | 360 | 4000 | |
| 40 | 400 | 1200 | 360 | 850 | 360 | 1800 | |
| 50 | 400 | 950 | 440 | 750 | 440 | 1700 | |
| 80 | 400 | 210 | 440 | 840 | 440 | 850 | |
| 100 | 600 | 220 | 600 | 300 | 600 | 530 | |
| 150 | 600 | 100 | 600 | 115 | 600 | 250 | |